Manufacturing
Spray Dry

Encapsulation technology in our Spray Dry facility eases the drying process while helping to preserve the taste, aroma, and characteristics of a natural material. The ending result can be adjusted to our consumer needs, whether is a fine powder or coarse powder. Annually, our Spray Dry facility can produce 5,000 MT of various materials such as honey powder, coconut water powder, green tea powder, and black tea powder used in tea, infant formula, and energy drink.
UHT Bag In Box
Allow us to use UHT to eliminate all forms of microbial life to create low microbial count products and preserve the original taste characteristic of the final product. From the product sterilization to the package sealing is done is a close system. Therefore, provides longer shelf life and is packaged in a unique UHT Bag in Box so it is practical to deliver in any environment. Our UHT Bag In Box offers a range of packaging from 5 to 20 liters and up to 200 liters.

Overall capacity is about 20,000 MT annually, covering a variety of liquid products. For instance, coconut aminos, coffee, and tea liquid extract.
Spinning Cone Column

The purpose of our spin cone column process is to preserve the original characteristics of natural products. How it works is to perform continuous extraction and distillation process in the production line. This state-of-the-art technology allows us to provide wide-ranging essence products in 15, 45, and 120 folds. Makes it cost-efficient for our customers from a quality, quantity, place, and freight standpoint.
The finished products are tea and coffee both raw extract and essence. Also, our fruit essence line such as cucumber and mango kueni.
Steam Sterilization
Produce a low microbial count in an effective, safe, and environment-friendly process. The main idea of our steam sterilization facility is sterilizing products without irradiation or ethylene oxide residue, in another word the process doesn’t make the natural product lose its original taste, texture, and color. Plus, it is safe to consume. Our steam sterilization facility can sterilize up to 5.000 MT spice and seasoning product capacity annually.
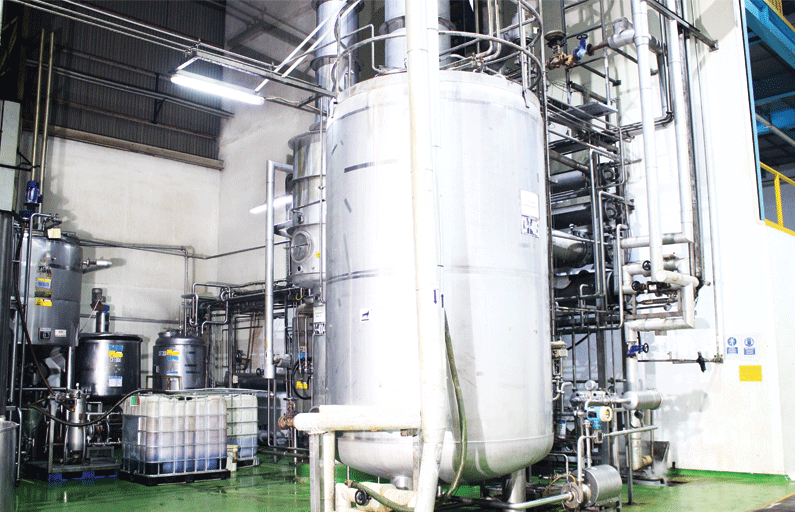
Hypex
How we process honey determines the quality of the finished product. Therefore, honey needs to be treated with the right technology to result building blocks that are pure and safe even to be used in infant products. In our facility, we use Hypex technology to do three-layer processes which are filtration, pasteurization, and evaporation. The filtration level is at 100 microns and 250 microns, that’s why our honey product is hygienic and has a long shelf life.
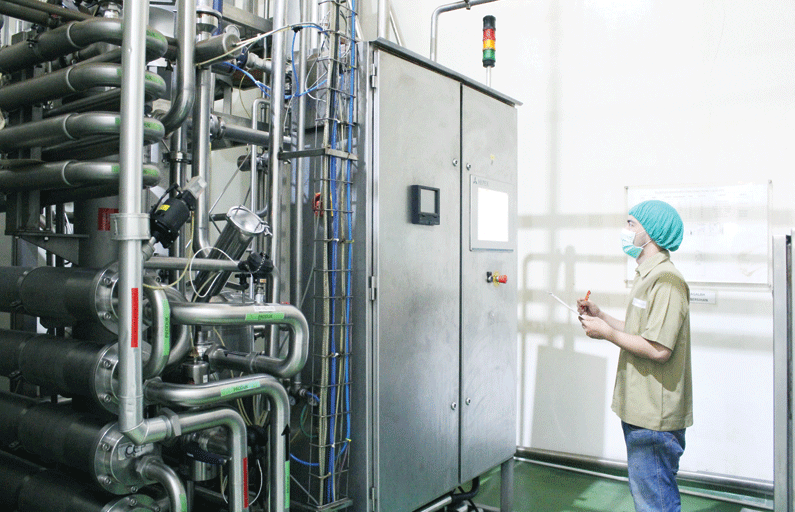
Extraction Line

We use various extraction methods: maceration, percolation, and reflux. It produces 50,000 MT annually with standardized active compounds. It extracts tea, coffee, and functional liquid extract that is easy to mix and formulate for many industries.
Separation Line
There are three infrastructures used in our Cibitung plant that serves various natural products.
Decanter; This machine is able to separate solids from liquid for various raw materials such as fruits and tea. The separation process is conducted according to size and shape using a 5-micron filter. Viscosity at the medium level and speed of 3,800 and 4,200 RPM.
Filter Press; this technology plays important role in separating solid from raw extract, one product that is being processed using this machine is our popular cocoa product line.
Centrifuge; to result a premium product that needs high clarity level but carries natural aroma, flavor, and character. we use a centrifuge to separate oil phase from raw extract with a speed of 6,500 RPM. It has three-phase of processes: solid-liquid-liquid. We process various raw materials using centrifuge such as black tea, lemon, and sour lime.

Pepperline Machine

Pepperline Machine produces 10,000 MT of pepper products annually to fulfill customers’ high demands. This machine produces a product with zero foreign material contamination. This technology can do pepper grading based on density.
Evaporator TVR
The Evaporator TVR line in our production plant is able to provide a highly concentrated liquid extract so it is an effective solution to reduce storage space and transportation costs. Ranging from functional ingredient products to fruit and vegetables, cocoa, tea, coffee, and coconut. The flow rate reaches 3.000 liters per hour. The 5-micron filter bag attached to it eliminates foreign matter.